Mold masters patented the first commercially viable hot runner system in 1963.
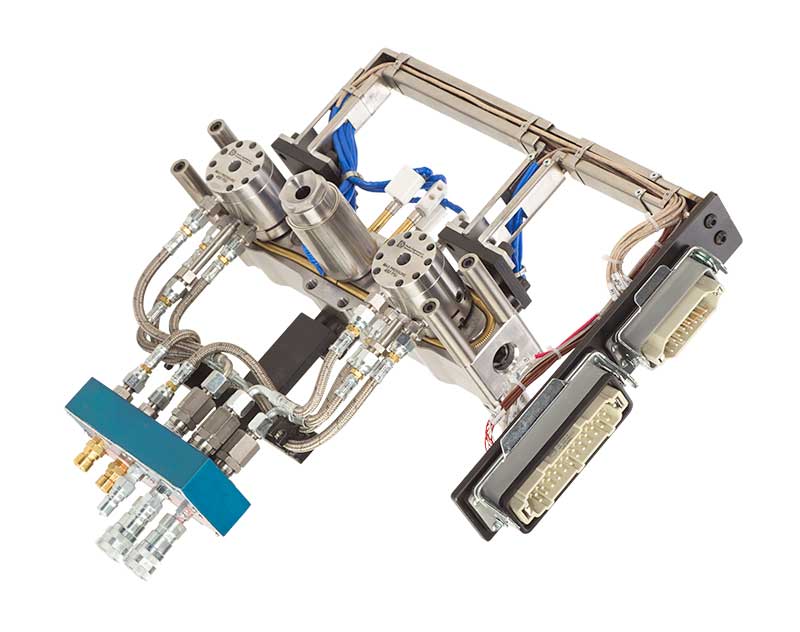
Electric valve gate hot runner system.
This technology is recommended for medium to large size parts obtained through sequential moulding such as.
We ve come a long way since that first design.
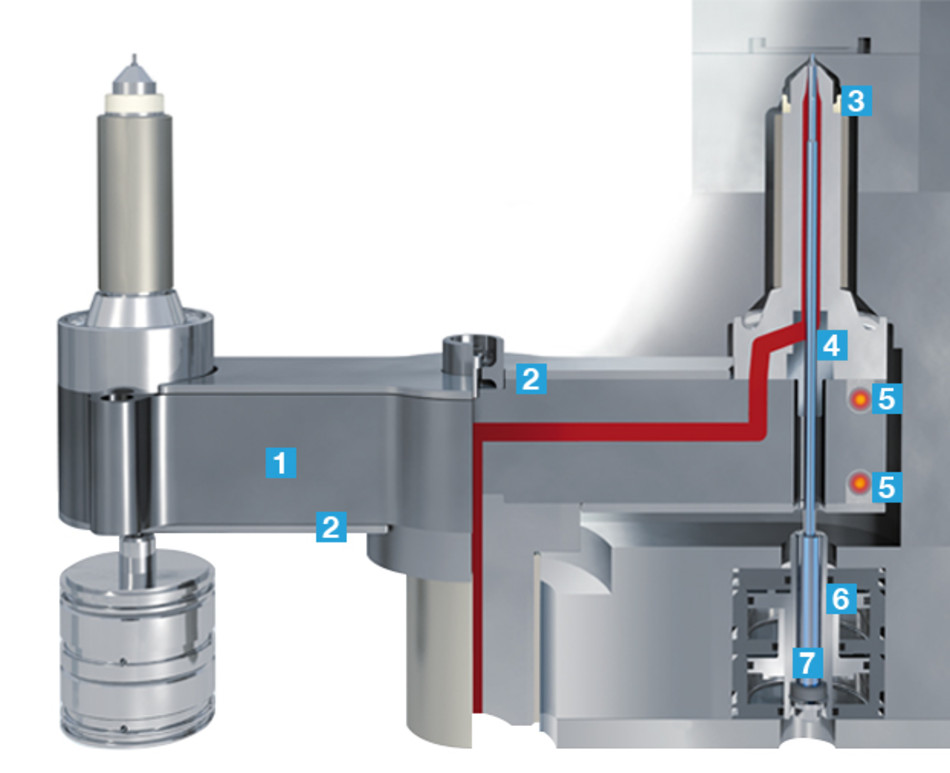
Electric valve gate system.
This control is based on pump on demand technology.
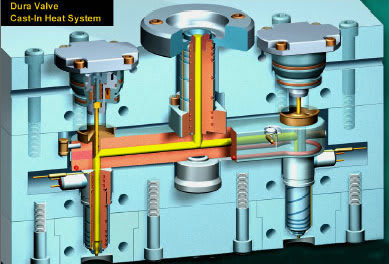
The standard valve gate is of importance when a low system height is required.
Throughout our history mold masters innovations have continued to drive the plastic industry forward.
Standard injection gated manifolds.
Egate electric valve gate hot runner systems feature patented technology to precisely control each valve pin s position acceleration velocity and stroke allowing processors the unique ability to control the flow rate out of each nozzle gate at any time during the fill process.
However when using this method the manifold of the hot runner system must be specially adjusted to the valve gate.
Compatible with both commodity and engineering grate resins accu valve meets the demanding needs of many medical packaging personal care and many other applications.
The pump then rests until oil is needed again.
Individual stem actuation and plate actuation.
Because the needle drive is positioned in the clamping plate the total height of the system is similar to a normal hot runner system see figure 7.
Today the mold masters hot runner product line has expanded and represents the broadest selection of hot runner products from any manufacturer.
Avoid the costly maintenance and downtime associated with traditional valve gate designs.
This technology is now available on all synventive hot runner nozzle sizes.
When the valve gates are fired oil is used from the hydraulic accumulator.
Once the pressure in the accumulator is below set point the hydraulic pump replenishes the accumulator.
Valve gate hot runners can be broken down into two main groups.
The right device to reduce flowmarks in sequential filling.
Egate electric valve gate hot runner systems feature patented technology to precisely control each valve pin s position acceleration velocity and stroke allowing processors the unique ability to control the flow rate out of each nozzle gate at any time during the fill process.
Flexspeed technology has been developed to avoid the generation of flowmarks on the part surface generated by the instability of the plastic flow front in sequential moulding.
Embossed doors not embossed bumpers luggage.
Hydraulic valve gate sequencer.